




Как сварить алюминий полуавтоматом?

1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
-
Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
-
Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
-
Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.
Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 - 2 ч.
 |
 |
 |
 |
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
Сварочные полуавтоматы Сварочные полуавтоматы

- Масса, кг 44
- Напряжение питания, В 380
- Максимальный сварочный ток, А 330/400/500
- Макс. диаметр проволоки, мм 1.6
- Страна производства Италия

- Масса, кг 41
- Напряжение питания, В 380
- Максимальный сварочный ток, А 320
- Макс. диаметр проволоки, мм 1.6
- Страна производства Италия

- Масса, кг 86
- Напряжение питания, В 380
- Максимальный сварочный ток, А 400/500
- Макс. диаметр проволоки, мм 1.6
- Страна производства Италия

- Масса, кг 43
- Напряжение питания, В 380
- Максимальный сварочный ток, А 325/405
- Макс. диаметр проволоки, мм 1.2
- Страна производства Италия
3. Подготовка полуавтомата и его оснастки
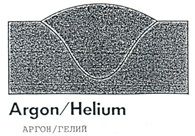
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
 |
 |
 |
| Рисунок 1 | ||
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
- Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
 |
 |
| Рисунок 2 | |
- Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
 |
 |
| Рисунок 3 | Рисунок 4 |
- Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun (рис. 6).
 |
 |
| Рисунок 5 | Рисунок 6 |
- Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .

Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
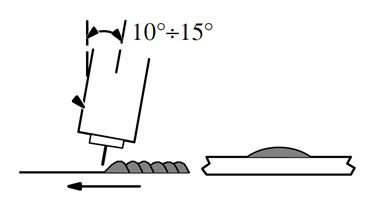
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
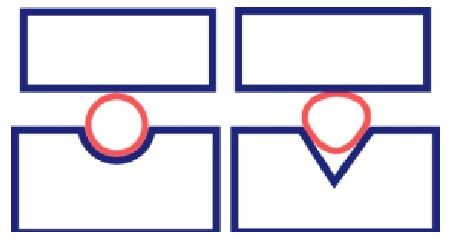
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
Сварочные полуавтоматы Сварочные полуавтоматы
- Масса, кг 44
- Напряжение питания, В 380
- Максимальный сварочный ток, А 330/400/500
- Макс. диаметр проволоки, мм 1.6
- Страна производства Италия
- Масса, кг 41
- Напряжение питания, В 380
- Максимальный сварочный ток, А 320
- Макс. диаметр проволоки, мм 1.6
- Страна производства Италия
- Масса, кг 86
- Напряжение питания, В 380
- Максимальный сварочный ток, А 400/500
- Макс. диаметр проволоки, мм 1.6
- Страна производства Италия
- Масса, кг 43
- Напряжение питания, В 380
- Максимальный сварочный ток, А 325/405
- Макс. диаметр проволоки, мм 1.2
- Страна производства Италия
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
| Таблица 2 | ||||||||||||
|
Диаметр проволоки, мм |
Тип защитного газа |
Токи струйного переноса, А |
||||||||||
| 0.8 |
100% Аргон |
85-95 |
||||||||||
| 1.0 |
100% Аргон |
105-115 |
||||||||||
| 1.2 |
100% Аргон |
130-140 |
||||||||||
| 1.6 |
100% Аргон |
175-185 |
||||||||||
Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.