




Контактная сварка








- Бренды
- Сертификаты
- Галерея




Модель

18 950 ₽
-
-
-
-
-
Споттер ET-Welding 5500
- Масса, кг 4.2
- Тип охлаждения Воздушное
- Напряжение питающей сети, В 220
- Ток короткого замыкания, кА 1.5
- Страна производитель Китай
- Номинальная мощность при ПВ50% 0.8

44 900 ₽
-
-
-
-
-
Споттер TECNA 7630
- Масса, кг 5
- Тип охлаждения воздушное
- Напряжение питающей сети, В 220
- Ток короткого замыкания, кА 2.5
- Страна производитель Италия
- Номинальная мощность при ПВ50% 0.8

Импульсный режим, синергетика, выбор программ сварки
57 795 ₽
1.6
2+2
6+6
Механический
-
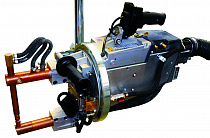
Сварочные клещи ET-Welding 1.6-125-220
- Масса, кг 11
- Тип привода Механический
- Макс. толщина свариваемых листов, мм 2+2
- Максимальный диаметр свариваемого прутка, мм 6+6
- Номинальная мощность при ПВ50%, кВА 1.6

76 200 ₽
-
-
-
-
-
Споттер контактной сварки TECNA 3465/220
- Масса, кг 18
- Тип охлаждения воздушное
- Напряжение питающей сети, В 220
- Ток короткого замыкания, кА 1.9
- Страна производитель Италия
- Номинальная мощность при ПВ50% 2.3

95 800 ₽
2
2+2
6+6
механический
-
Сварочные клещи TECNA 7900/220
- Масса, кг 10.5
- Тип привода механический
- Макс. толщина свариваемых листов, мм 2+2
- Максимальный диаметр свариваемого прутка, мм 6+6
- Номинальная мощность при ПВ50%, кВА 2

99 995 ₽
2.5
2.5+2.5
8+8
механический
-
Сварочные клещи TECNA 7902/220
- Масса, кг 11
- Тип привода механический
- Макс. толщина свариваемых листов, мм 2.5+2.5
- Максимальный диаметр свариваемого прутка, мм 8+8
- Номинальная мощность при ПВ50%, кВА 2.5

99 995 ₽
2.5
2.5+2.5
8+8
механический
-
Сварочные клещи TECNA 7902/380
- Масса, кг 11
- Тип привода механический
- Макс. толщина свариваемых листов, мм 2.5+2.5
- Максимальный диаметр свариваемого прутка, мм 8+8
- Номинальная мощность при ПВ50%, кВА 2.5

123 307 ₽
10
1.5+1.5
5+5
механический, ножной
радиальный
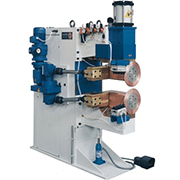
Машина контактной точечной сварки FoxWeld МТР-10
- Тип привода механический, ножной
- Макс. толщина свариваемых листов, мм 1.5+1.5
- Тип хода подвижного плеча радиальный
- Максимальный диаметр свариваемого прутка, мм 5+5
- Номинальная мощность при ПВ50%, кВА 10

136 215 ₽
-
-
-
-
-
Споттер TECNA T-Spot 110 (TECNA 3540)
- Масса, кг 18
- Тип охлаждения воздушное
- Напряжение питающей сети, В 220
- Ток короткого замыкания, кА 2.25
- Страна производитель Италия
- Номинальная мощность при ПВ50% 2.5

144 075 ₽
16
2+2
6+6
механический, ножной
радиальный
Машина контактной точечной сварки FoxWeld МТР-16
- Тип привода механический, ножной
- Макс. толщина свариваемых листов, мм 2+2
- Тип хода подвижного плеча радиальный
- Максимальный диаметр свариваемого прутка, мм 6+6
- Номинальная мощность при ПВ50%, кВА 16

149 995 ₽
6
2.5+2.5
8+8
механический
-
Сварочные клещи TECNA 7903/380
- Масса, кг 12
- Тип привода механический
- Макс. толщина свариваемых листов, мм 2.5+2.5
- Максимальный диаметр свариваемого прутка, мм 8+8
- Номинальная мощность при ПВ50%, кВА 6

149 995 ₽
2.5
2.5+2.5
8+8
пневматический
-
Сварочные клещи TECNA 7911/380
- Масса, кг 12.8
- Тип привода пневматический
- Макс. толщина свариваемых листов, мм 2.5+2.5
- Максимальный диаметр свариваемого прутка, мм 8+8
- Номинальная мощность при ПВ50%, кВА 2.5

150 949 ₽
25
2.5+2.5
8+8
механический, ножной
радиальный
Машина контактной точечной сварки FoxWeld МТР-25
- Тип привода механический, ножной
- Макс. толщина свариваемых листов, мм 2.5+2.5
- Тип хода подвижного плеча радиальный
- Максимальный диаметр свариваемого прутка, мм 8+8
- Номинальная мощность при ПВ50%, кВА 25

151 300 ₽
-
-
-
-
-
Споттер контактной сварки TECNA 3460/380
- Масса, кг 28
- Тип охлаждения воздушное
- Напряжение питающей сети, В 380
- Ток короткого замыкания, кА 4.5
- Страна производитель Италия
- Номинальная мощность при ПВ50% 5

170 900 ₽
6
2+2
6+6
пневматический
-
Сварочные клещи TECNA 7915/380
- Масса, кг 13
- Тип привода пневматический
- Макс. толщина свариваемых листов, мм 2+2
- Максимальный диаметр свариваемого прутка, мм 6+6
- Номинальная мощность при ПВ50%, кВА 6

201 500 ₽
-
-
-
-
-
Споттер TECNA T-Spot 120 (TECNA 3541)
- Масса, кг 23
- Тип охлаждения воздушное
- Напряжение питающей сети, В 380
- Ток короткого замыкания, кА 4.5
- Страна производитель Италия
- Номинальная мощность при ПВ50% 5

Италия: Гироскопический кронштейн, сменные плечи, большой ресурс
219 500 ₽
6
2+2
6+6
пневматический
-
Сварочные клещи TECNA 7913/380
- Масса, кг 16
- Тип привода пневматический
- Макс. толщина свариваемых листов, мм 2+2
- Максимальный диаметр свариваемого прутка, мм 6+6
- Номинальная мощность при ПВ50%, кВА 6

275 185 ₽
16
1.5+1.5
6+6
пневматический
радиальный
Машина контактной точечной сварки FoxWeld МТРА-16
- Тип привода пневматический
- Макс. толщина свариваемых листов, мм 1.5+1.5
- Тип хода подвижного плеча радиальный
- Максимальный диаметр свариваемого прутка, мм 6+6
- Номинальная мощность при ПВ50%, кВА 16

293 695 ₽
25
2+2
8+8
пневматический
радиальный
Машина контактной точечной сварки FoxWeld МТРА-25
- Тип привода пневматический
- Макс. толщина свариваемых листов, мм 2+2
- Тип хода подвижного плеча радиальный
- Максимальный диаметр свариваемого прутка, мм 8+8
- Номинальная мощность при ПВ50%, кВА 25

343 937 ₽
35
2.5+2.5
10+10
пневматический
радиальный
Машина контактной точечной сварки FoxWeld МТРА-35
- Тип привода пневматический
- Макс. толщина свариваемых листов, мм 2.5+2.5
- Тип хода подвижного плеча радиальный
- Максимальный диаметр свариваемого прутка, мм 10+10
- Номинальная мощность при ПВ50%, кВА 35
Показать еще