







Сварочный полуавтомат инверторный многофункциональный с синергетическим управлением и импульсным режимом ET-Welding MULTIMIG 400F DUAL PULSE SYN

 Распечатать
Распечатать

- Описание
- Характеристики
- Вопросы
- Отзывы (1)


Комплектация сварочного полуавтомата MULTIMIG 400F DUAL PULSE SYN
| Наименование | Количество, шт. |
|---|---|
| Источник тока 400А | 1 |
| Механизм подачи проволоки с комплектом роликов 4шт. под стальную проволоку 0,8-1,0мм | 1 |
| Кабель управления 10 м с жидкостным охлаждением | 1 |
| Сварочная горелка M501D 3M с жидкостным охлаждением | 1 |
| Сварочный кабель 50мм2, 3.0м, в сборе с электрододержателем 500А и кабельным штекером 35-50мм2 | 1 |
| Кабель 50мм2, 3.0м, с клеммой заземления 500А и кабельным штекером 35-50мм2 | 1 |
| Шланг подачи газа 4м | 1 |
Опционально возможно приобретение блока водяного охлаждения и тележки для установки и перемещения источника питания и блока охлаждения.
Аппарат использует различные виды сварки
MIG/MAG
MMA

LIFT TIG DC

Применяется для изготовления изделий
Нержавеющая сталь
Оцинкованная сталь

Низколегированная сталь

Алюминий и сплавы

Медь и сплавы

ET-Welding MULTIMIG 400 Dual Pulse — многофункциональный синергетический сварочный полуавтоматический инвертор 3-в-1, предназначенный для сварки различными типами сварочных проволок в среде защитных газов, а также для TIG и MMA сварки. Максимальный сварочный ток 400 А c ПВ 60 % (10 мин. цикл, 40 град.С). Напряжение холостого хода 65 Вольт, диапазон сварочного напряжения 14-40 (MIG) Вольт.
Одной из особенностей данного сварочного аппарата является импульсный режим MIG DUAL PULSE. Импульсный режим уменьшает деформацию изделия за счет сниженного тепловложения, что особенно будет полезно при сварке тонкостенных конструкций, снижает разбрызгивание и улучшает внешний вид сварочного шва. Помимо простого импульсного режима, у аппарата есть также режим "двойной импульс" (DUAL PULSE) — он создает чешуйчатый сварочный шов, подобно ТИГ сварке, что будет полезно при сварке алюминия и нержавейки.
В полуавтомате встроены 23 синергетические программы для различных материалов и толщин для сварки алюминия, малоуглеродистой стали, нержавеющей стали, порошковой проволоки, МИГ-пайки (CuSi3). В рамках программы можно корректировать длину дуги, добавляя или уменьшая значение сварочного напряжения. Это будет полезно, например, когда Вы вынуждены работать, держа горелку далеко от делали. Для малых толщин можно корректировать индуктивность, изменяя динамику дуги на более жесткий или мягкий процесс. Для продвинутых пользователей, которые хотят контролировать и устанавливать все параметры самостоятельно, есть ручной режим. А чтобы потом эти режимы можно было быстро использовать, можно сохранять и вызывать 100 программ различных рабочих режимов.

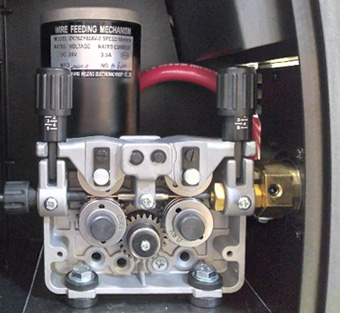
Механизм подачи

Блок охлаждения
Аппарат отличается качеством сборки и продуманностью конструкции. Источник сконструирован по принципу туннельной вентиляции, все платы управления изолированы от попадания пыли и влаги. Инверторные силовые IGBT модули Infineon, обеспечивают качественную работу и долгий срок службы. Все соединения внутри аппарата изолированы, силовые шины имеют внешнюю изоляцию, что дает дополнительную защиту от короткого замыкания при попадании токопроводящей пыли или деформации корпуса. Несколько слоёв защитного лака на платах обеспечивают надежную защиту от пыли и при этом сохраняется их ремонтопригодность.
Механизм подачи специально спроектирован и изготовлен для эксплуатации в максимально сложных условиях. Мощный низкооборотистый мотор привода, металлический корпус привода, 4-х роликовая протяжка проволоки — все это гарантирует продолжительную и стабильную работу.
Данный аппарат комплектуется блоком жидкостного охлаждения, емкостью 5л. Питание осуществляется непосредственно через источник, для этого предусмотрена отдельная линия питания с предохранителями и контактором. Медный радиатор, мощный насос, рассчитанный на работу при температуре до 120 градусов, встроенный датчик температуры, позволяют производить сварочные работы в промышленных масштабах.
Особенности сварочного полуавтомата
|
|
Питание сети аппарата осуществляется трехфазным током в диапазоне напряжения 3-380 В частотой 50/60 Гц. |
|
|
|
На заводе осуществляется проверка на пробой напряжением силой 550 В конденсаторов инвертора для выявления дефектов. |
|
|
|
Сварочные инверторы способны работать с генераторами и защищены от перепадов напряжения, которые не повлияют на стабильность сварочного процесса. |
|
|
|
Аппарат может использовать катушки со сварочной проволокой диаметром до 300 мм и весом до 20 кг. |
|
|
|
Технология, основанная на мостовой схеме, состоящей из биполярных транзисторов с изолированным затвором, позволяет добиться отличных характеристик при преобразовании тока. |
|
|
|
Микропроцессорное управление позволяет упростить управление параметрами сварочного процесса и выполнять более тонкую их регулировку. |
|
|
|
Корпус сварочного инвертора и его внутренние компоненты имеют качественное покрытие, защищающее от влаги, коррозии. |
|
|
|
Синергетическая система управления позволяет выбирать оптимальные режимы сварки исходя из материала детали, защитного газа и диаметра проволоки. |
|
|
|
Инновационная система Pulsed Mig соединяет существующие пики импульса со вторым уровнем импульсов переменных частот. Dualpulse способствует сокращению тепловложения в заготовку, минимизирует деформации и создает эстетические наплывы высокого качества на сварных швах, как при ТИГ сварке. |
|
|
|
Цифровой дисплей позволяет точно выставлять необходимые параметры, такие как сварочный ток, сварочное напряжение, скорость подачи проволоки, динамика дуги и контролировать их во время сварки. |
|
|
|
Встроенная функция Hot Start (ММА), обеспечивает легкий поджиг для любых типов сварочных электродов. |
|
|
|
Встроенные функции Arc Force (ММА), Antisticking (ММА) облегчают сварочный процесс и снижают вероятность появления дефектов. |
|
|
|
TIG сварка неплавящемся вольфрамовым электродом на постоянном токе металлов, кроме алюминия и магния. |
|
|
|
HF TIG DC — беcконтактный высокочастотный поджиг. Поджиг дуги осуществляется нажатием на горелке кнопки управления. |
|
|
|
Lift TIG DC — легкий контактный поджиг. Поджиг дуги осуществляется касанием вольфрамовым электродом поверхности свариваемого изделия и последующего плавного подъема электрода до образования дуги нужных размеров. |
|
|
|
2T/4T режим работы, контроль между короткими и длинными сварочными швами возможен с помощью выбора между двухтактным и четырехтактным режимом работы сварочной горелки для TIG и MIG сварки. |
|
|
|
Возможно использование горелки со встроенным подающим механизмом, что позволяет использовать мягкие алюминиевые или порошковые проволоки. |
|
|
|
VRD (Voltage Reduction Device — устройство для снижения напряжения) — это устройство, снижающее выходное напряжение до безопасного уровня, когда сварочный аппарат включен, но сварка не проводится. Это устройство обеспечивает безопасность оператора, который может без всякого риска дотрагиваться до электрода, пока не будут возобновлены операции сварки (в шахтах или судовых верфях, и т.п.). |
|
|
|
Инвертор обладает классом защиты IP 23 и классом изоляции H, что позволяет работать вне пределов помещения и обеспечивает надёжную защиту от брызг. |
Бесплатная демонстрация оборудования
Сварочные аппараты можно испытать на практике у нас в демо-зале или с выездом на ваше производство. Мы подберем нужный материал для теста под ваши критерии, или можем использовать ваши образцы.
Закажите демонстрацию

Панель управления

- Рукоятка регулировки
- Рукоятка регулировки
-
Селекторный переключатель режимов:
- MIG-MAG Pulse SYN
- MIG-MAG dual Pulse SYN
- MIG-MAG Manual
- MIG-MAG SYN
- Кнопка ручной подачи проволоки
- Селекторный переключатель 2T/4T /S4T/Точечная сварка
- Кнопка JOB (Вызов сохраненных рабочих параметров)
- Селекторный переключатель режима охлаждения (Газ/Воздух)
- Кнопка Save/Delete (Сохранить/удалить)
- Функциональная кнопка
- Кнопка обдува
- Индикатор отсутствия воды
- Индикатор приводной горелки
- Аварийный индикатор
- Индикатор JOB
- Индикатор сварочного тока
- Цифровой измеритель
- Индикатор подачи проволоки
- Толщина материала
- Индикатор индуктивности
- Индикатор длины дуги
- Цифровой измеритель
- Индикатор сварочного напряжения
- Индикатор программы синергии
Таблица синергетических программ
В зависимости от материала, диаметра сварочной проволоки и вида газа необходимо выбрать номер программы.
Параметр Dual Pulse
| Номер программы | Материал | Ø Проволоки (мм) | Газ |
|---|---|---|---|
| P1 | AlMg5 | 1,0 | Ar |
| P2 | AlMg5 | 1,2 | Ar |
| P3 | AlMg5 | 1,6 | Ar |
| P4 | AlSi5 | 1,0 | Ar |
| P5 | AlSi5 | 1,2 | Ar |
| P6 | AlSi5 | 1,6 | Ar |
| P7 | Al99.5 | 1,2 | Ar |
| P8 | Al99.5 | 1,6 | Ar |
| P9 | Fe | 0,8 | 80%Ar+20%CO2 |
| P10 | Fe | 0,9 | 80%Ar+20%CO2 |
| P11 | Fe | 1,0 | 80%Ar+20%CO2 |
| P12 | Fe | 1,2 | 80%Ar+20%CO2 |
| P13 | Fe | 1,6 | 80%Ar+20%CO2 |
| P14 | Нерж. сталь ER316 | 1,0 | 98%Ar+2%CO2 |
| P15 | Нерж. сталь ER316 | 1,2 | 98%Ar+2%CO2 |
| P16 | Нерж. сталь ER316 | 1,6 | 98%Ar+2%CO2 |
| P17 | Флюс с серд. Fe | 1,2 | 80%Ar+20%CO2 |
| P18 | Флюс с серд. Fe | 1,6 | 80%Ar+20%CO2 |
| P19 | Флюс с Нерж. серд. | 1,2 | 80%Ar+20%CO2 |
| P20 | CuSi3 | 1,0 | Ar |
| P21 | CuSi3 | 1,2 | Ar |
| P22 | CuAl8 | 1,2 | Ar |
| P23 | CuAl8 | 1,6 | Ar |
Технические характеристики оборудования
| Модель | ET-welding MULTIMIG 400F DUAL PULSE SYN |
|---|---|
| Напряжение сети | 3 фазы 380 В ±10% |
| Диапазон регулирования сварочного тока | 15-400 А |
| Частота | 50 Гц |
|
Потребляемый ток В режиме MIG/MAG В режиме TIG В режиме ММА |
33 А 27 А 33 А |
|
Потребляемая мощность В режиме MIG/MAG В режиме TIG В режиме ММА |
15 кВт 12 кВт 15 кВт |
| ПВ 60% 10 мин. при 40°С | 400 А |
| ПВ 100% 10 мин. при 40°С | 310 А |
| Напряжение холостого хода | 65 В |
| Сварочное напряжение MIG | 14-46 В |
| Диаметр сварочной проволоки | 0,6 / 0,8 / 1,0/ 1,2 / 1,6 мм |
| Размеры | 560 × 240 × 445 мм |
| Вес | 23,5 кг |
Смотрите обзоры Flama MULTIMIG 500F SYN на канале VK

Flama MULTIMIG – сварка алюминия

Обзор сварочного полуавтомата Flama Power MIG 200 LCD

Соединение деталей пайкой с помощью Flama MULTIMIG

Flama MULTIMIG 500 – сварка с длинным кабелем управления
Москва

Уважаемые клиенты! Мы являемся официальными дистрибьюторами продукции ET-WELDING на территории России. Вы можете задать вопрос специалисту или оставить отзыв о товаре. Нам важно знать ваше мнение.
Показано
1 из 1 результатов