








Сварочный полуавтомат инверторный многофункциональный с синергетическим управлением и импульсным режимом CEA TREOSTAR 2000 PULSE

 Распечатать
Распечатать


- Описание
- Характеристики
- Вопросы
- Отзывы (1)

Варианты поставки и стоимость (цена указана в ЕВРО, расчет в рублях по текущему курсу ЦБ):
Начальный комплект TREOSTAR 2000 PULSE: 1932 EUR
В начальный комплект входит: источник питания cо встроенным подающим (ролики d=0.6/0.8 мм), кабель заземления 3м 16 мм².
Если вам необходимо узнать цену за комплект с дополнительным оборудованием и горелками, сделайте запрос, и мы вышлем вам коммерческое предложение с указанием цены и сроков поставки.
Со списком доп. оборудования для данной серии аппаратов вы можете ознакомиться в конце данного описания.
TREOSTAR 2000 PULSE со встроенным механизмом подачи

Однофазные многофункциональные компактные инверторные источники питания с синергетическим управлением и встроенным подающим механизмом.

Большая универсальность в применении и мобильность являются главными особенностями инверторных полуавтоматов TREOSTAR 1800 и TREOSTAR 2000 PULSE (последняя модель дополнительно обладает возможностью сварки в импульсном/двухимпульсном режимах).
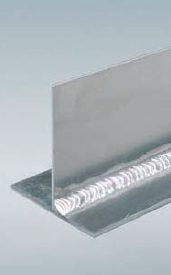
Обе модели позволяют выполнять высококачественную сварку всех материалов, в особенности нержавеющей стали, алюминия и оцинкованной стали, и при этом не требуется дополнительных работ после сварки на удаление брызг.
Инновационные, универсальные, легкие и удобные при переноске, простые в эксплуатации, источники питания TREOSTAR в силу своей высокой технологичности являются уникальным решением для проведения технического обслуживания как своими силами, так и с привлечением внешних организаций, кузовного ремонта, сельского хозяйства и изготовления легких металлоконструкций.
Данный аппарат заменил аппарат предыдущего поколения CEA DIGISTAR 2000 PULSE, снятый с производства.
Особенности

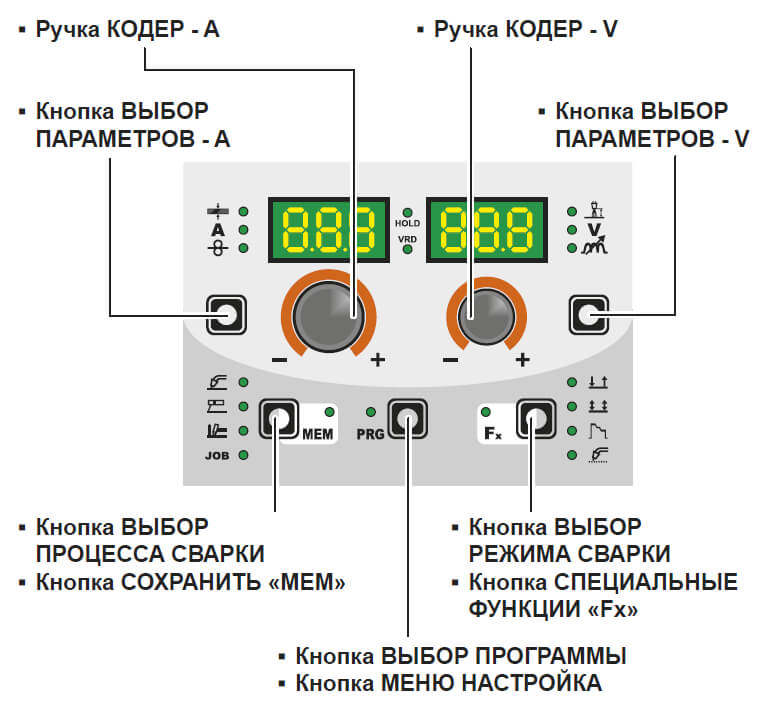
- Многофункциональные источники питания: для видов сварки ММА, TIG Lift, MIG/MAG с синергетическим или ручным управлением (у данной модели TREOSTAR 2000 PULSE также есть возможность сварки MIG в импульсном режиме и сварке двойным импульсом для модели);
- Цифровое управление параметрами сварки с помощью предварительно настроенных режимов синергетического управления в зависимости от вида материала, защитного газа и диаметра проволоки;
- Удобный и простой в использовании выбор и вызов параметров и программ сварки;
- 99 ячеек памяти для собственных программ;
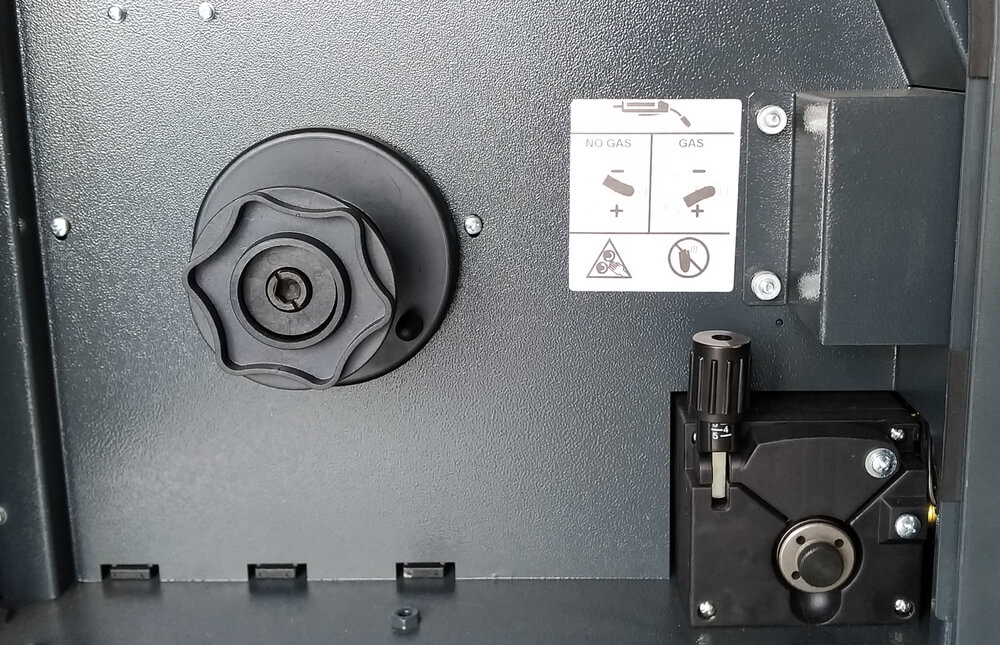
- Встроенное устройство для переключения полярности для большинства типов проволоки как с подачей газа, так без нее;
- Защитная крышка панели управления;
- Кнопка Smart PROGRAM для быстрого выбора программы;
- Профессиональный механизм подачи проволоки с большими роликами диаметром 37 мм;
- Двухроликовый механизм подачи проволоки ролики, для замены которых не требуется инструмент;
- Функция энергосбережения за счет включения вентилятора охлаждения источника питания только при необходимости;
- Возможность использования катушек диаметром 300 мм с помощью комплекта дооснащения (по доп. заказу);
- Устройство снижения напряжения холостого хода (VRD).

Синергетические программы
Одно из ключевых преимуществ аппаратов CEA TREOSTAR 2000 PULSE — возможность использовать 40 синергетических программ для различных материалов и процессов.
Вот текущий список доступных программ (компания CEA постоянно разрабатывает и обновляет ПО для новых материалов, и на сегодняшний день является лидером рынка по специальным синергетическим программам):
- сварка углеродистых (обычных) сталей сплошной и порошковой проволокой диаметрами 0,6/0,8/0,9/1,0 мм (возможность использования простого и импульсного режима)
- сварка хромоникелевых нержавеющих сталей СгNi 308
- сварка алюминиевых сплавов Al 99.9 (чистый алюминий, 1050), Al Mg 5 (АМг5, 5356), Al Si 5 (АК5, 4043)
- МИГ пайка медной проволокой: Cu-Si3
Специальные функции
Помимо синергетических программ, данный аппарат имеет расширенные тонкие настройки функций:
Для режима полуавтоматической сварки MIG/MAG
- установка предварительной продувки газом 0-2 с (отображение на дисплее PrG);
- изменение скорости подачи проволоки в начале сварки (в процентах к установленному -30% ÷ +30%, отображение на дисплее StS);
- изменение сварочного тока в начале сварки (в процентах к установленному -30% ÷ +30%, отображение на дисплее Hot);
- настройки для заварки кратера в начале сварки — сварочный ток заварки (F08), время заварки (F10), время перехода на основной сварочный ток (F11);
- настройки для заварки кратера в конце сварки — время перехода с основного сварочного тока (F12), сварочный ток заварки (F13), время заварки (F15);
- время сварки в точечном режиме (сварка прихватками — при нажатии кнопки производится сварка в течении заданного времени, после чего аппарат сам останавливает сварку; отображение на дисплее F07, время сварочной точки — 0,1-20 сек, по умолчанию 3 сек);
- время сварки в интервальном режиме (при нажатии кнопки производится сварка в течении заданного времени, после чего аппарат делает паузу, потом цикл повторяется; время сварки F05, 0-20 сек, по умолчанию 1сек, время паузы F06, 0-20 сек, по умолчанию 1сек);
- функция растяжки дуги (Burn Back, дожиг проволоки в конце сварки для контроля оптимальной длины выступающей проволоки) — (в процентах к установленному -30% ÷ +30%, чем больше число, тем меньше вылет, отображение на дисплее bUb);
- установка продувки газом после сварки 0-10 с (отображение на дисплее PoG);
- дополнительные параметры для сварки в режиме двойного импульса: пиковый ток (в процентах к установленному току -50% ÷ +50%, по умолчанию 40%, отображение на дисплее F23). Продолжительность пикового тока (в процентах больше/меньше времени основного тока -20% ÷ +20%, отображение на дисплее F25 ), частота переходов пиковый — основной ток (количество раз в секунду, 0,1-2,5 Гц, по умолчанию 1,5 Гц, отображение на дисплее F26)ю

Для режима аргонодуговой сварки TIG DC Lift
- время нарастания тока от начального к основному (отображение на дисплее F29, 0-20 сек, по умолчанию 0 сек);
- время спада тока от основного к конечному (отображение на дисплее F30, 0-20 сек, по умолчанию 0 сек);
- функция завершения сварки при поднятии горелки (SWF Voltage Limit, в процентах к установленному -30% ÷ +30%, отображение на дисплее F31).
Для режима ручной дуговой сварки штучным электродом MMA
- выбор типа обмазки электрода (рутиловые типа E6013, основные типа Е7018, нержавеющие Cr-Ni типа Е316L; отображение на дисплее bAS - rUt - Cm соответственно);
- горячий старт (функция увеличения сварочного тока при малой дуге, облегчает поджиг в начале сварки и препятствует залипанию электрода, 0-100%, по умолчанию 50%, отображение на дисплее Hot);
- форсаж дуги (функция увеличения сварочного тока при малой дуге, препятствует залипанию электрода в процессе сварки, 0-100%, по умолчанию 50%, отображение на дисплее ArC).
VISION ARC
 |
 |
vision.ARC — это инновационное программное обеспечение для контроля сварочной дуги, разработанное компанией СЕА и обеспечивающее высокие стабильность и точность управления независимо от изменения внешних условий. vision.ARC гарантирует превосходные характеристики сварки, которые недостижимы при использовании традиционных источников питания.
Электрическая дуга постоянно контролируется микропроцессором, который управляет процессом сварки в реальном времени: все параметры моментально обрабатываются и модифицируются за несколько микросекунд, блок управления в цифровой форме регулирует короткие замыкания, типичные для сварки MИГ/MAГ, поддерживая дугу в стабильном состоянии, несмотря на изменения внешних условий.
Таким образом, перемещение горелки, неоднородность свариваемых деталей и другие факторы не влияют на конечный результат. Процесс сварки всегда находится под контролем при помощи функции старта подачи сварочной проволоки (WSC), начиная с зажигания дуги и заканчивая прерыванием дуги функцией дожигания проволоки Burnback Control.
VISION.PULSE — ИМПУЛЬС
Новая функция VISION.PULSE оптимизирует результаты традиционной импульсной сварки и позволяет получить классический вид "один импульс — одна капля" (струйный перенос) при более короткой дуге. Благодаря быстрой обратной связи, функция VISION.PULSE модифицирует параметры в режиме реального времени, осуществляя при этом постоянный контроль короткой дуги. Это позволяет снизить большое термическое влияние, типичное для импульсной сварки, посредством последовательного уменьшения искажений, улучшения сварочной ванны, а также значительного повышения скорости сварки.
ДВОЙНОЙ ИМПУЛЬС

Инновационная система Pulsed Mig соединяет существующие пики импульса со вторым уровнем импульсов переменных частот. Dualpulse способствует сокращению тепловложения в заготовку, минимизирует деформации и создает эстетические наплывы высокого качества на сварных швах, как при ТИГ сварке.
Базовые функции, обеспечивающие стабильность и качество сварочного процесса
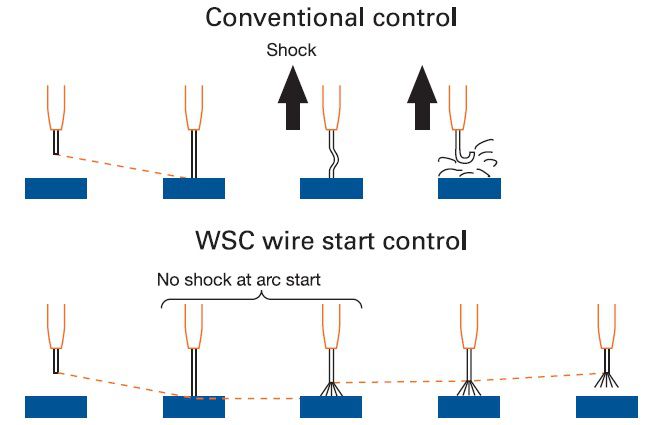
WSC — контроль старта подачи проволоки
Новое устройство контроля зажигания дуги предотвращает возможное прилипание проволоки к заготовке или соплу горелки, обеспечивая тем самым быстрое и точное зажигание дуги.

Функция BURN BACK дожигания проволоки после сварки
В конце каждой сварки, при любых условиях и с любым материалом, система цифрового управления обеспечивает качественный обрез проволоки, таким образом не допуская формирования так называемого «шарика на проволоке» для улучшения повторного зажигания дуги.
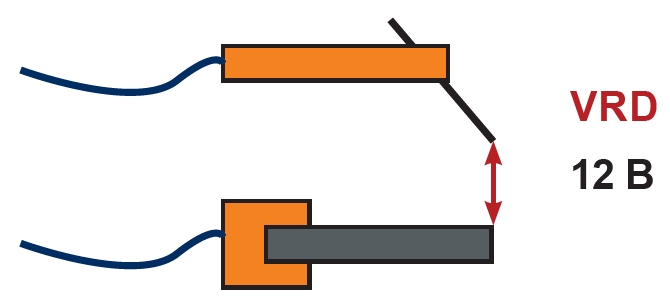
Устройство снижения напряжения холостого хода (VRD)
VRD снижает напряжение холостого хода до значения не выше 12 В и обеспечиваетдополнительную защиту сварщика в опасных условиях работы.
Дополнительные принадлежности (опции)
- Комплект дополнительных роликов.
Ролики для алюминиевой проволоки, комплект. Варианты исполнения: 0,8-1,0мм; - Адаптор для 15кг катушек 300мм арт. 031162 с пластиковой крышкой арт.420430;

- Тележка VT 100 для аппарата и баллона с газом.

Компания СЕА – №1 производитель промышленного сварочного оборудования в Италии. Высокотехнологичное производство находится в городе Лекко недалеко от Милана. Информацию о производителе можно посмотреть здесь.
Москва

Уважаемые клиенты! Мы являемся официальными дистрибьюторами продукции CEA на территории России. Вы можете задать вопрос специалисту или оставить отзыв о товаре. Нам важно знать ваше мнение.
Показано
1 из 1 результатов