




Контактная микросварка
- Основная информация
- Бренды
- Сертификаты
Резистивная точечная микросварка
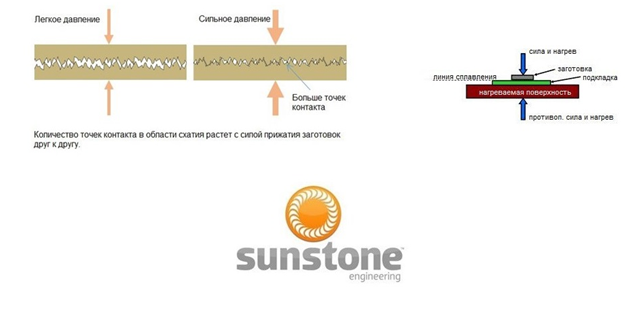
Технология точечной микросварки сопротивлением основана на сопротивлении металлов электрическому току. Прохождение через свариваемые детали электрического тока приводит к нагреву металла и последующей пластической деформации зоны соединения под действием сжимающего усилия медных электродов, что является причиной диффузии материалов. Величина и форма сварного пятна зависят от формы рабочей части электрода.
Резистивная точечная микросварка делится на конденсаторную сварку и на сварку на постоянном или переменном токе.

Принцип конденсаторной сварки состоит в том, что вначале энергия электрического тока поступательно аккумулируется в конденсаторе установки при его зарядке, а после весьма интенсивно разряжается, создавая электрический импульс значительной величины. Данная технология позволяет осуществлять сварку, потребляя из сети меньше энергии в сравнении с установками точечной сварки другого типа. Кроме того при конденсаторной сварки происходит постоянный контролируемый выход накопленной в конденсаторе энергии на каждое сварное соединение, что обеспечивает высокую скорость и стабильность процесса сварки и отличное качество получаемого результата. Это способствует резкому локальному выделению тепла с минимальной площадью нагрева свариваемых материалов, что позволяет использовать данный процесс для соединения металлов с высокой электро- и теплопроводностью (медные и алюминиевые сплавы, олово, бронза, серебро и др.), а также материалов с различными теплофизическими свойствами. Таким образом, аппараты точечной сварки конденсаторным разрядом одиночного импульса весьма универсальны в применении. Вырабатывается небольшая сварочная энергия величиной от 0.1 Дж, при необходимости выполнить более объемное сварное соединение возможно генерировать энергию до 100 Дж или 200 Дж. Подобные сварочные аппараты разработаны для использования в исследовательских институтах и лабораториях, а также для опытных производств мелкими сериями. Скорость сварки данных аппаратов составляет до 120 точек в минуту.
- Контактная микросварка на постоянном токе отлично подходит для термокомпрессионной сварки, особенно в случаях сварки обмоточных проводов электромагнита или проволоки с покрытием. Частая сфера применения термокомпрессионной сварки в электронике - это сварка выводов от контактных площадок кристаллов на траверсы внешних выводов корпуса. В качестве выводов часто используют золотую проволоку диаметром 10–50 мкм, а площадки контакта из золота или алюминия толщиной до 1 мкм наносят на поверхность кристаллов. Время, требуемое для образования сварного соединения, составляет 0,7–1,0 с. Для изготовления инструмента используют капилляры из стекла, а также стержни карбидов вольфрама и быстрорежущей стали.
- Контактная сварка на переменном токе является более простой и дешевой, чем на постоянном токе и подходит для точечной или шовной сварки материалов малых толщин, таких как металлические листы, фольга, сетка с минимальной толщиной от 0.05мм. При использовании того или иного оборудования микросварки переменного тока максимальные толщины соединяемых материалов могут достигать 1.2мм. Также данная технология позволяет приваривать указанные материалы к металлическим деталям существенно больших толщин. Встроенный трансформатор переменного тока производит достаточную мощность для широкого применения сварки сопротивлением, в то же время обеспечивает высокую точность процесса и качество сварочного соединения.




- Страна производитель США
- Тип сварки контактная
- Максимальная мощность, кВт 0.1

- Страна производитель США
- Тип сварки контактная
- Максимальная мощность, кВт 20

- Страна производитель США
- Тип сварки контактная
- Максимальная мощность, кВт 2.2

- Страна производитель США
- Тип сварки контактная
- Максимальная мощность, кВт 5

- Страна производитель США
- Тип сварки контактная
- Максимальная мощность, кВт 1.1

- Страна производитель США
