




Координатно пробивной пресс


Самой первой и одной из главных операций в листообработке является раскрой листа. Один из видов оборудования для раскроя – это координатно-пробивные прессы. Данный вид станков приобрёл в настоящее время наибольшее распространение благодаря своей универсальности. Современные системы ЧПУ и программное обеспечение позволяют изготовить практически любое изделие из листа всего за несколько минут. Время на подготовку производства минимальное. Это позволяет брать выгодные срочные заказы и выполнять их в кротчайшие сроки.
Координатно пробивные прессы отлично зарекомендовали себя в таких областях как энергомашиностроение, приборостроение и в производстве бытовой техники. Один такой станок может заменить целый прессово-штамповочный участок. Вырубка контура, пробивка отверстий, формовка различных элементов производится на одном станке за одну установку. Отсутствуют межоперационные переходы и перемещения между станками. Человеческий фактор сведён к минимуму, так как изделие целиком делается машиной, человек выступает только в роли наладчика и программиста.

Точность и качество раскроя определяет точность и качество готовой детали.
Координатно-пробивные прессы производят раскрой листа с высочайшей точностью, превосходя по этому параметру все остальные виды оборудования для раскроя. Точность позиционирования по осям X и Y составляет 0,05 мм и достигается за счёт использования в механизме каретки высококачественных шарико-винтовых передач и сервоприводов известных европейских и японских производителей. Обработка листа на координатно-пробивных прессах механическая, без какого-либо термического воздействия, как на лазерах и плазменных комплексах. Поэтому заготовка не будет коробиться из-за неравномерного нагрева и не потеряет свою форму. Линейные размеры также останутся неизменными. Отличную шероховатость и высокое качество края заготовки, вырубленной механически, по сравнению с термически вырезанной, видно невооружённым глазом.
Скорость перемещения по оси X или Y может достигать 70 метров в минуту. Средняя скорость пробивки большим инструментом размером 50-80 мм будет 1 удар в секунду. При использовании небольшого инструмента – 4 удара в секунду. На общее время обработки листа влияют такие факторы как расположение деталей на листе, длина пути прохождения листа при пробивке одним инструментом, количество замен одного инструмента на другой. Оптимизировав программу раскроя, возможно, добиться значительного увеличения скорости обработки листа.
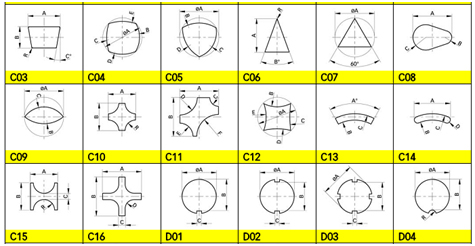
Форма пробиваемого отверстия определяется инструментом. Самые распространённые виды отверстий – это круг, квадрат и прямоугольник. Прямоугольный инструмент часто применяется для вырубки контура изделия. Скорость вырубки зависит от размера инструмента. Например, стандартным инструментом с размерами 20х4 мм на прессе Ermaksan FPP контур прямоугольной детали размерами 300х600 мм вырубается за 96 ударов, то есть приблизительно за 48 секунд. Если же использовать самый большой прямоугольный инструмент 80х5 мм, то вырубка будет производиться за 24 удара, то есть примерно за 20 секунд.
Кроме круглого, квадратного и прямоугольного инструмента распространён инструмент для вырубки отверстий под электротехнические и крепёжно-запорные элементы. Часто в этих элементах пробивка совмещена с формовкой. Формовка без пробивки также достаточно распространена, с её помощью делают рёбра жёсткости, формуют логотипы и делают маркировку изделия.
По специальному заказу производители могут сделать инструмент практически для любого отверстия или формовки, однако и стоимость данного инструмента может оказаться достаточно большой.
Координатно пробивной пресс гораздо более экологичен по сравнению с лазерными и плазменными станками. При их эксплуатации не требуется наличие мощных вентиляционных установок, так как при механической обработке не образуется ни пыль, ни дым. Весь имеющийся отход металла собирается в специальный контейнер и сдаётся в переработку. На координатно-пробивных прессах при обработке не используется СОЖ, поэтому они даже более экологичны, чем фрезерные и токарные станки.


Для работы плазменным и лазерным комплексам требуется газ – кислород или азот, а для CO2 требуется ещё и специальный лазерный газ. Расход этих газов достаточно большой и измеряется десятками кубометров в смену. Координатно-пробивному прессу не требуется газ, что выгодно выделяет его среди оборудования для раскроя. Специалисты могут возразить – для работы координатно-пробивного пресса нужен пробивной инструмент, который гораздо дороже газа. Да, действительно, инструмент стоит дороже, но и приобретается он на длительное время. При правильной эксплуатации и настройке стойкость одного набора инструмента до переточки составляет 15-20 тысяч ударов, а это, если взять как пример прямоугольный инструмент 80х5, более километра вырубленного контура. Набор инструмента выдерживает 5-7 переточек. Отсюда легко рассчитать, что общая стойкость инструмента около 100 тысяч ударов. Внушительная цифра, не правда ли? Кроме этого многие производители уже давно предлагают разборный инструмент, в котором при сильном износе, когда переточки уже невозможны, заменяется только нижняя, рубящая часть пуансона и матрица, а остальные детали не заменяются. Если произвести расчёт расхода газа в лазерах и плазме и стоимости инструмента для координатно-пробивного пресса, то мы увидим, что расходы на инструмент ниже, чем расходы на газ.

Основное и главное ограничение в выборе координатно-пробивного пресса - это толщина металла. Максимальная толщина чёрной стали, которую может пробить станок – 6 мм, однако производители не рекомендуют производить пробивку металла толще 4 мм.
Если же толщина металла не превышает 4 мм, сами изделия имеют большое количество отверстий и ли сложный контур без криволинейных переходов, то координатно пробивной пресс – это идеальное решение для любого производства, будь то крупный завод или небольшая фирма.